
 Ita
Ita Eng
Eng
Hier möchte ich mich mit einem Thema befassen, über das ich oft befragt werde: Ist es besser, eine ZWEISPINDELMASCHINE oder ein MULTICENTER zu erwerben? Da mir diese Frage ziemlich häufig gestellt wird, habe ich beschlossen, einen Artikel über dieses Thema zu schreiben.
Wenn die Anzahl der zu produzierenden Stücke zu steigen beginnt und eine einzige Maschine nicht mehr ausreicht, habe ich im Laufe der Jahre drei verschiedene Lösungen gesehen:
- DIE INSTINKTIVERE WAHL VON 70/80 % ALLER LEUTE: DIE ANZAHL MASCHINEN ERHÖHEN.
- DIE WAHL DER LEUTE, DIE EINEN AUGENBLICK NACHDENKEN: EINE MASCHINE MIT ZWEI SPINDELN.
- DER TRUMPF DERJENIGEN, DIE WILLENS SIND, DIE SITUATION ETWAS GENAUER ZU ANALYSIEREN: DAS MULTICENTER.
Analysieren wir nun Schritt für Schritt die 3 oben erwähnten Möglichkeiten, indem wir mit derjenigen beginnen, die der instinktiven Wahl entspringt, das heißt, die Anzahl Maschinen erhöhen
Diese Option, ist wie bereits erwähnt, die instinktivste.Mit einer Maschine können 200 Stück produziert werden, ich brauche aber 800 Stück. Was tun? Weitere 3 Maschinen kaufen.
Warum spreche ich hier von Instinkt? Weil INSTINKT eine automatische Vorgehensweise ist. Das heißt, weder das Ergebnis des Lernens, noch eine persönliche Wahl. Der Instinkt hat ein ziemlich steifes Verhältnis zu dem, was man sich wünscht.
Dieser Aspekt hat meine Neugier erweckt, und ich habe zu suchen begonnen, um besser zu verstehen, wie eigentlich der Instinkt wirkt, und hier sieht man, was ich diesbezüglich gefunden habe.
This aspect intrigued me. I tried to better understand how instinct works and this is what I found.
Die bezeichnenden Merkmale einer instinktiven Handlung sind der Mangel an durch Erfahrungen aus der Vergangenheit erworbenen Grundkenntnissen, es scheint eine angeborene Verhaltensweise zu sein, als ob sie von einer Eigenschaft stammen würde, die in unseren Genen verwurzelt ist und von verschiedenen Lebenswesen genau gleich ausgeführt wird, oft auch ohne dass der jeweilige Zweck ganz klar ist.
WENN ALLE DAS TUN, BEDEUTET DAS, DASS ES DIE BESTE LÖSUNG IST!
Dieser Satz ist das größte Problem und das größte Hindernis, das den Prozess des innovativen Gedankengangs einschränkt. Wenn man einen Augenblick lang darüber nachdenkt, wird man mit etwas Logik verstehen, dass Gedankengänge wie oben die technologische Evolution vollständig blockiert hätten.
Um zur Lösung zurückzukehren, ja, es ist natürlich wahr, dass man die Produktion mit weiteren 2 Bearbeitungszentren von 200 auf 600 Stück steigern kann, aber auch die Kosten dafür steigen dementsprechend linear an.
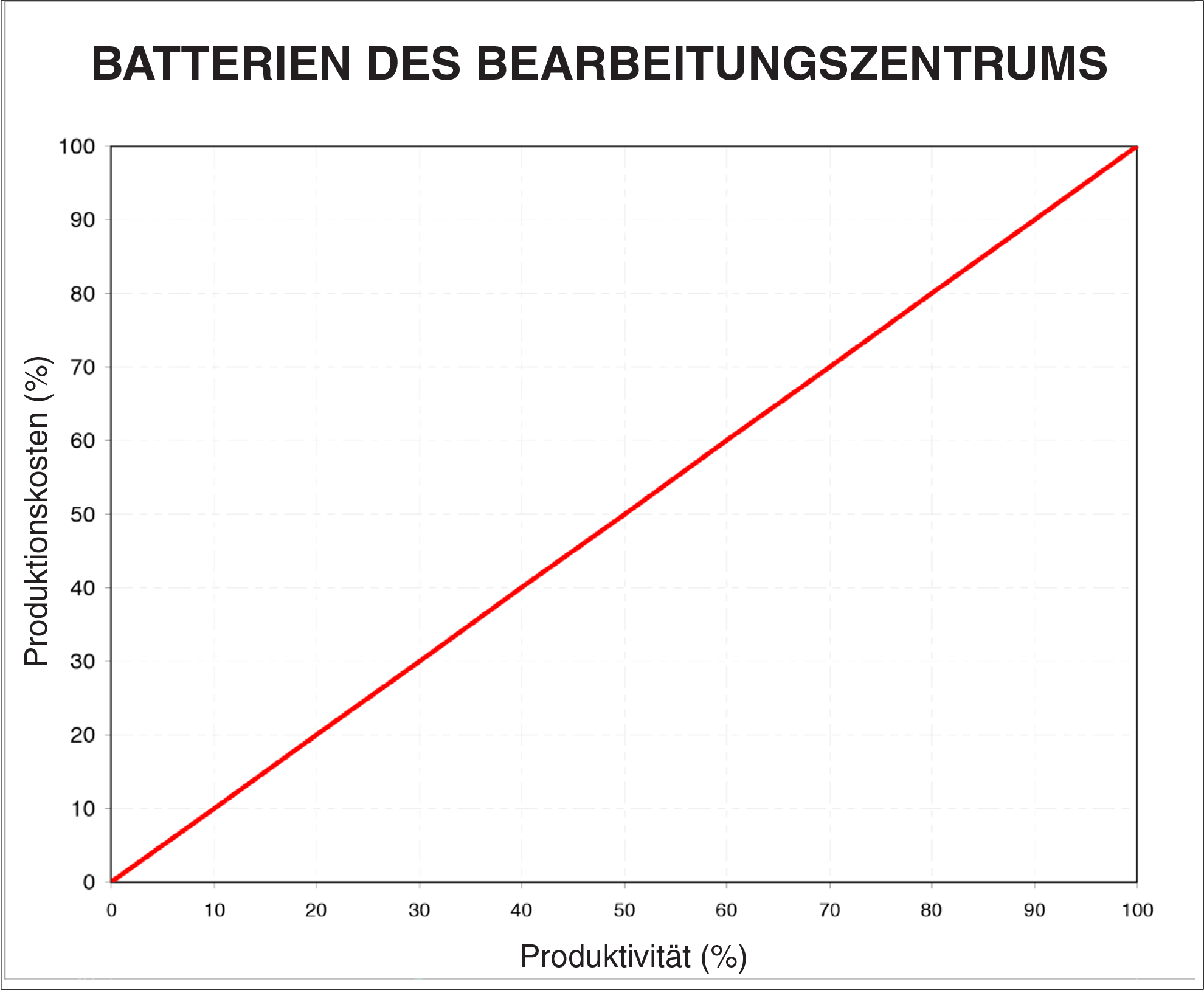
Wie leicht festgestellt werden kann, wird wohl die Produktionsleistung gesteigert, aber auch die Kosten werden dementsprechend linear. In Wirklichkeit muss eine Lösung gesucht werden, um die Produktionsleistung zu steigern, ohne dass die Kosten proportional dazu wachsen, damit ein Gewinn erzielt wird.
NIE INSTINKTIV EINE LÖSUNG WÄHLEN, UND NIE DEN SATZ VORSCHIEBEN, DASS ES JA ALLE SO MACHEN….
Und damit gelangen wir zur zweiten Lösung, derjenigen, die verwendet wird, um die Produktion mit einer leistungsstärkeren Maschine zu erhöhen, mit einer MASCHINE MIT ZWEI SPINDELN, denn hierbei handelt es sich um eine einzige Maschine, die aber im Vergleich zu einem normalen Bearbeitungszentrum das Doppelte produziert.
Hier beginnt die Kurve für die kostengünstige Produktion, kein lineares Aussehen mehr zu haben, sondern einen Verlauf, der wie in der Grafik unten ersichtlich ist, mit dem die Produktionsleitung erhöht wird, während aber die Kosten nicht proportional dazu steigen.
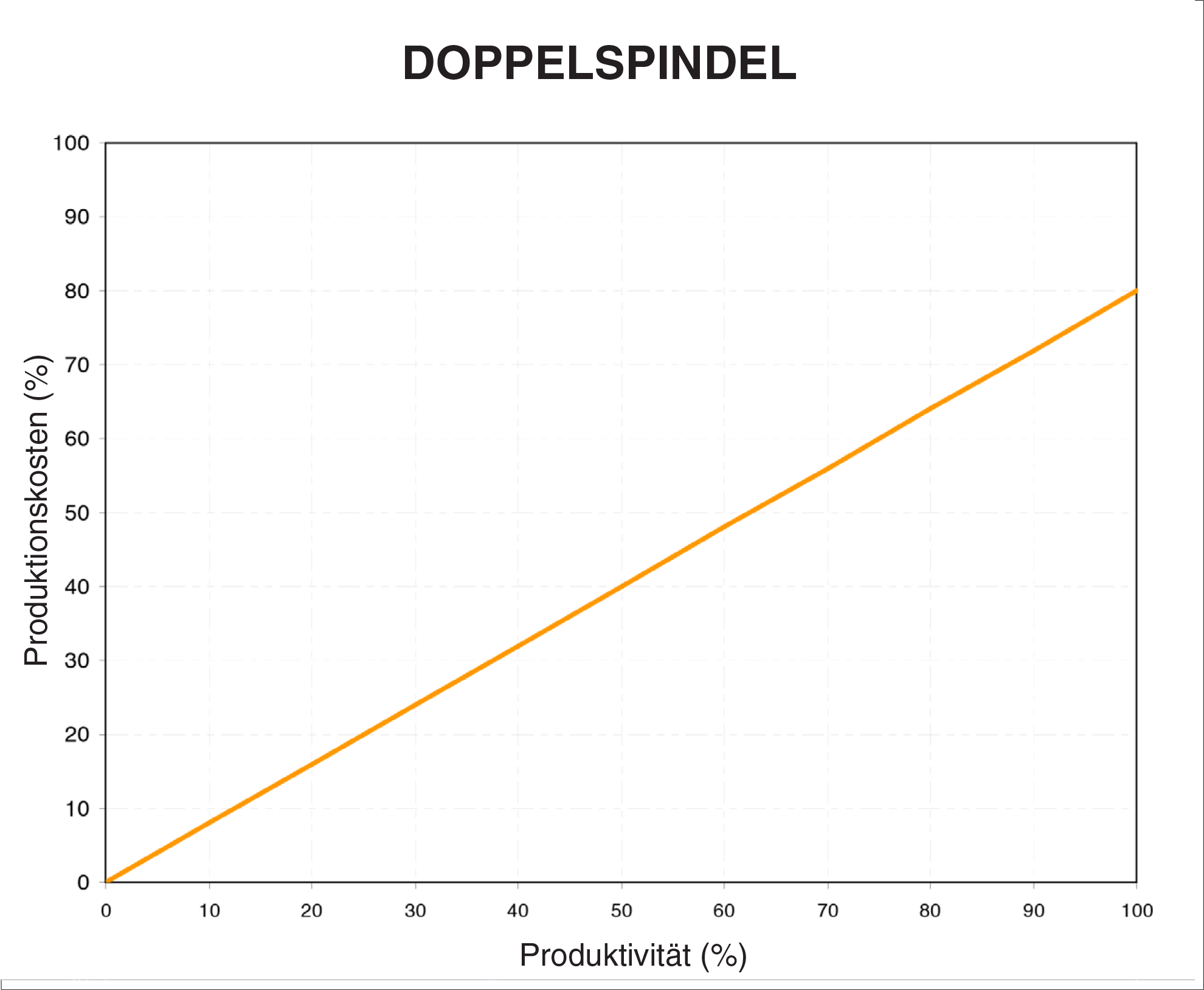
Diese Kurve sieht anders aus, weil zum Beispiel die Arbeitskosten proportional zur Produktionsleistung weniger Einfluss haben, bei 3 Maschinen würde man 3 Bediener benötigen, mit einer Maschine mit Einzelspindel und einer mit 2 Spindeln jedoch nur 2 Bediener. Die Produktionsleistung wird gesteigert, die Kosten steigen weniger stark.
Wenn wir noch detaillierter vorgehen, sehen wir, dass auch der Platzbedarf (der heutzutage einen immer wichtigeren Kostenpunkt darstellt) geringer ist mit einer Maschine mit 2 SPINDELN als bei zwei herkömmlichen Bearbeitungszentren, ebenso benötigt man nur einen Späneförderer, nur ein Hydraulikaggregat und so weiter.
UND JETZT GEHEN WIR ZUM RAFFINIERTEN GEDANKENGANG ÜBER, FOLGEN SIE MIR SCHRITT UMS SCHRITT…
Für den Fall, dass Sie die Technologie des MULTICENTER noch nicht kennen, fasse ich dieses Konzept kurz zusammen: Es handelt sich um eine Maschine mit einem einzigen Hauptkörper, in deren Innerem eine Drehpalette mit 4 Stationen montiert wird.
Eine Station zum Laden/Entladen des Werkstückes ohne Zeitverlust, während die anderen 3 Stationen weiterhin arbeiten. In jeder Arbeitsstation ist ein Bearbeitungszentrum mit drei Achsen mit Werkzeugwechsel integriert, und auf der Hauptpalette eine sich um 360° drehende Achse B.
Um besser zu verstehen, wie genau diese Maschine funktioniert, können Sie die Seite mit dem Video ansehen (Link unten), dort sieht man die in Betrieb stehende Maschine ohne interne Schutzvorrichtungen, damit man versteht, wie das Funktionsprinzip ist.
Um besser zu verstehen, wie genau diese Maschine funktioniert, können Sie die Seite mit dem Video ansehen (Link unten), dort sieht man die in Betrieb stehende Maschine ohne interne Schutzvorrichtungen, damit man versteht, wie das Funktionsprinzip ist.
Um besser zu verstehen, wie genau diese Maschine funktioniert, können Sie die Seite mit dem Video ansehen (Link unten), dort sieht man die in Betrieb stehende Maschine ohne interne Schutzvorrichtungen, damit man versteht, wie das Funktionsprinzip ist.
Ich werde jetzt nicht auf dem Vergleich von 3 Bearbeitungszentren mit einem MULTICENTER herumreiten, der Sieg des MULTICENTER wäre zu einfach, aber ich werde die wichtigsten Vorteile im Vergleich zu einer Maschine mit 2 Spindeln aufzählen.
DIE 5 VORTEILE DES MULTICENTER IM VERGLEICH ZUR MASCHINE MIT 2 SPINDELN
1) EIN PROZESS STATT ZWEI PROZESSE
Fangen wir gleich mit dem Knaller an, dieser Punkt allein ist schon ausreichend, um ein MULTICENTER der Maschine mit 2 SPINDELN vorzuziehen. Dieser Punkt wurde nicht rein auf dem Papier ausgeklügelt, ich habe festgestellt, dass in stark wettbewerbsabhängigen Arbeitsbereichen, zum Beispiel in der AUTOMOBILINDUSTRIE und/oder in Arbeitsumgebungen mit wenig Fachpersonal ein MULTICENTER einen enormen Vorteil hat.
Die Maschine mit 2 SPINDELN ist eine Maschine, die, wie es bereits ihre Bezeichnung ausdrückt, eine doppelte Spindel besitzt und es daher möglich macht, dass in derselben Zykluszeit zwei Werkstücke zum Preis von einem bearbeitet werden können. Wenn jedoch die Spindel verdoppelt wird, müssen auch die Werkzeuge in der Maschine verdoppelt werden, und aus diesem Grund ist das Ergebnis, dass zwei unabhängige Prozesse entstehen, die potentiell unterschiedliche Ergebnisse aufweisen, daher müssen beide Prozesse im Auge behalten werden.
Was genau ist damit gemeint? Es könnte vorkommen, dass eine Spindel ein gutes Werkstück erzeugt, während die andere ein außerhalb der Toleranz liegendes herstellt oder wegen unterschiedlichen Werkzeugen Schwingungen erzeugt.
Beim MULTICENTER ist das Prinzip völlig anders und der Vorteil enorm, denn obwohl drei Bearbeitungszentren vorhanden sind , sind die Werkzeuge nichtfürdrei Maschinen vorgesehen, sondern es sind immer dieselben Werkzeuge, die auf die drei Bearbeitungszentren aufgeteilt werden, was im Grunde bedeutet, dass nur ein einziger Prozess stattfindet, aber mit der Geschwindigkeit von 3 Bearbeitungszentren mit 3 unabhängigen Prozessen.
Und so versteht es sich auch ganz einfach, dass es einfacher ist, nur einen Prozess zu überwachen statt zwei unabhängige Prozesse. Wenn Komponenten erzeugt werden müssen, die einer statistischen Kontrolle unterliegen, gelingt es mit MULTICENTER besser, innerhalb der Toleranzen zu bleiben, und für den Bediener ist es einfacher, eventuelle Korrekturen vorzunehmen, ohne dabei verrückt zu werden.
2) EINFACHE WERKZEUGUMRÜSTUNG DER MASCHINE
Und wenn wir gerade über Fachpersonal zur Werkzeugumrüstung sprechen, nehme ich an, dass auch Sie, wie so viele andere Firmen Schwierigkeiten haben, Fachpersonal zu finden, das die Maschinen schnell und korrekt mit Werkzeug umrüsten kann.
Die Werkzeugumrüstung einer Maschine mit 2 SPINDELN ist schwieriger als bei zwei einzelnen Maschinen! Das wurde mir von einem Benutzer einer Maschine mit 2 Spindeln erzählt, der mit erklärte, wie kompliziert die Phase der Werkzeugumrüstung sei.
Wenn man daran denkt, wie eine Maschine mit 2 Spindeln arbeitet, sieht man praktisch zwei identische Werkzeuge vorsich, die gleichzeitig nebeneinanderzwei Komponenten bearbeiten, daher besteht die Schwierigkeit darin, dass die Werkzeuglänge genau gleich voreingestellt werden muss, denn jeder leichte Unterschied wird auf das Werkstück übertragen, sodass dann Werkstücke entstehen, die zwar ähnlich sind, aber eben nicht genau gleich.
Nicht nur dieser Produktionsaspekt mit zwei unabhängigen Prozessen macht die Werkzeugverwaltung komplizierter, sondern auch die Ausrüstung selbst! In der Tat muss nämlich auch die Befestigung des Werkstücks identisch vorgenommen werden, es gibt keine Möglichkeit für Offset, alles muss mechanisch perfekt eingerichtet sein!
Bei MULTICENTER dagegen haben wir einen einzigen Prozess, die Werkzeuge sind nichtverdoppelt, und dieses “mit schweizerischer Genauigkeit” auszuführende Verfahren ist nicht notwendig, was natürlich die Arbeit des für die Umrüstung Zuständigen sehr vereinfacht. Dasselbe gilt für die Befestigung des Stücks, da die Befestigung unabhängig ist, hat jede ihren Offset und alle können unabhängig voneinander verwaltet werden.
Dies ermöglicht es, die Produktion zu erledigen, ohne dass im Namen der Qualität besondere Anstrengungen gemacht werden müssen, um identische Werkstücke zu erhalten, ohne dass die für die Werkzeugumrüstung Zuständigen nachts Albträume mit Maschinen mit 2 SPINDELN haben, was soweit ich erfahren habe, in der Welt der Produktion eine weit verbreitete Krankheit sein soll!
3) STEIFIGKEIT DER MASCHINE
Dieser Punkt ist wirklich einzigartig…
Nun werde ich erklären, warum es sich nicht nur um einen der verpönten Slogans der Hersteller von Werkzeugmaschinen handelt, sondern um eine genaue und klare Herstellungsmethode, die von einer mit 110 magna cum laude bewerteten Doktorarbeit an der Fakultät für Bauwesen der Universität Brescia unterstützt wird.
99 % aller Bearbeitungszentren mit vertikaler oder horizontaler Spindel, egal ob mit einer oder mit zwei Spindeln, haben eine OFFENE Sockelstruktur, während das MULTICENTER eine GESCHLOSSENE Sockelstruktur besitzt, eine gut strukturierte Zelle, die nicht nachgibt, wenn sie Situationen mit in Kontrast stehenden Kräften ausgesetzt ist.
Hier unten sieht man gut, was ich meine, wenn ich von offener Struktur bei den Bearbeitungszentren spreche.
SCHEMA EINES VERTIKALEN UND EINES HORIZONTALEN BEARBEITUNGSZENTRUMS
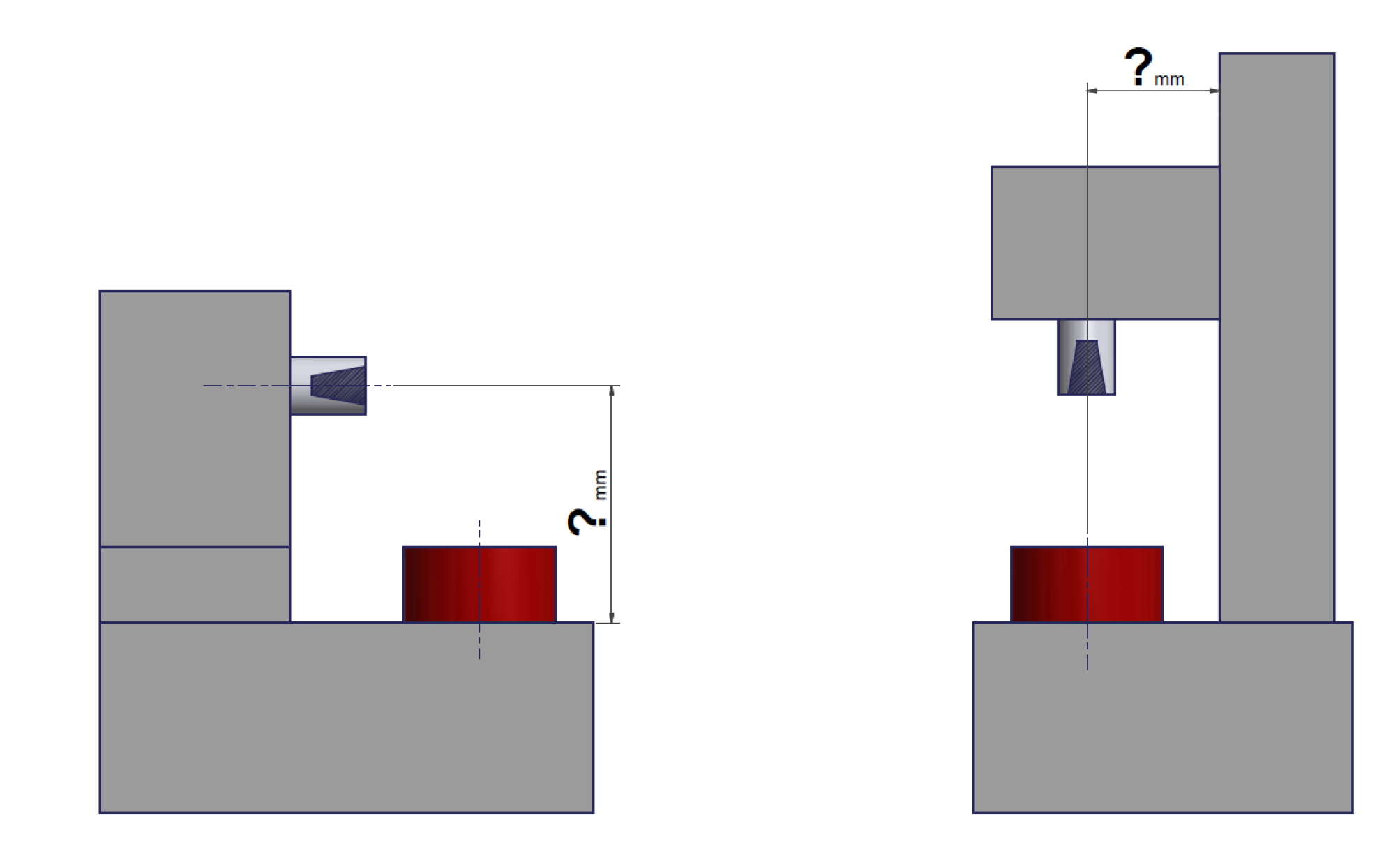
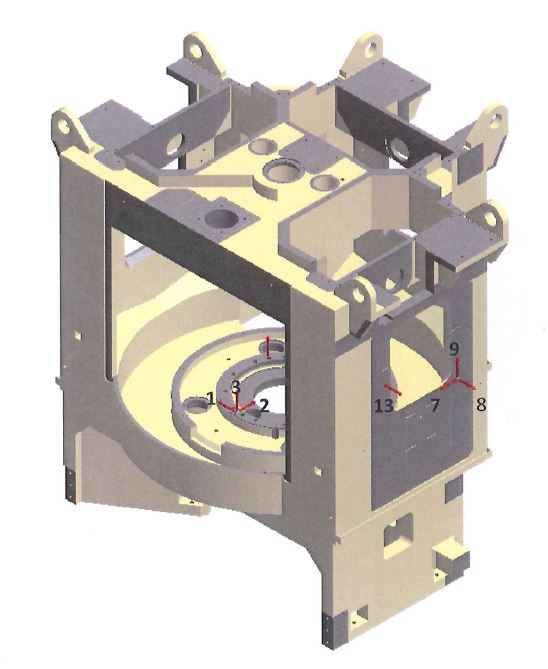
Im Fall des MULTFCERITER ist die SockIstruktur GESCHLOSSEN, und die auf die Strüktur angewendeten Kräfte haben keine Möglichkeit, die Zelle zu verändern.
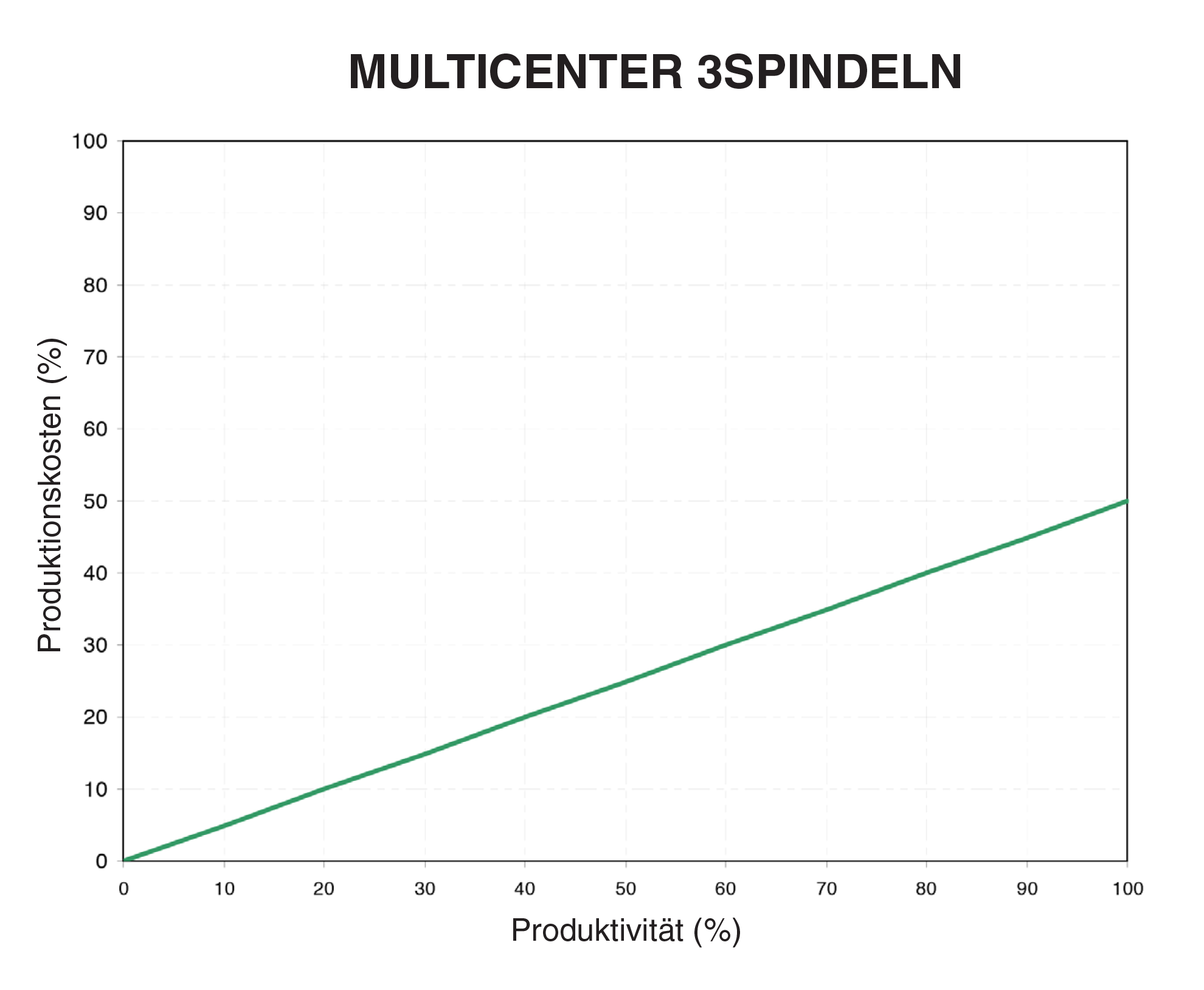
MULTICENTER MIT 3 SPINDELN
Nach der Beurteilung der Hauptkonstruktion gehen wir nun dazu über, das eigentliche Arbeitsmodul, seine durch den Abstand zwischen der Spindelachse gegebene Steifigkeit, wo die Lager angeordnet sind, und den Abstand der linearen Führungen zu betrachten. Bei den Bearbeitungszentren variiert dieser Abstand zwischen 600 mm und 1000 mm, beim MULTICENTER beträgt der Abstand nur 200 mm, was ganz der Steifigkeit zum Vorteil gereicht, weil das weniger Schwingungen, längere Lebensdauer der Werkzeuge und der Maschine als Gesamtheit der Lager bedeutet, die oft durch die Schwingungen beschädigt werden.
4) FLEXIBILITÄT BEI DER PRODUKTION
Mit einer Zweispindelmaschine ist man gezwungen, zwei gleiche Werkstücke zu produzieren, es ist nichtmöglich, eine Zweispindelmaschine mit verschiedenen Werkstücken zu beschicken, denn wie wir bereits gesehen haben, ist alles auf die doppelte Herstellung eingestellt, nicht auf die Produktion von verschiedenen Stücken.
Die Fälle, in denen der Kunde das MULTICENTER benutzt, um unterschiedliche Werkstücke zu erzeugen, sind immer zahlreicher, vielleicht auch zwei Teile, die dann zusammengebaut werden sollen, man kann also 2 Stationen für das Teil A einsetzen und die anderen beiden für das Teil B.
Auf diese Art erhält man immer bei zwei Vierteldrehungen der Palette Teile, die für die Montage bereit sind, ohne dass zuerst alle Teile A erzeugt, dann gestoppt, die Maschine mit neuem Werkzeug umgerüstet und dann die Produktion aller Teile B begonnen werden muss. Diese Methode der gleichzeitigen Produktion von Teilen, die dann eine zusammengebaute Gruppe bilden, geht in die Richtung von LEAN MANUFACTORING.
5) LEBENSDAUER DER MASCHINE
Ein Bearbeitungszentrum mit 2 Spindeln hat eine durchschnittliche Lebensdauer von ungefähr 15 Jahren, dann ist es soweit, dass es den Rentenstand verdient hat. Das MULTICENTER ist mit Techniken gebaut, die seit 1958 verwendet werden, Techniken, die immer mehr verbessert wurden und unseren Maschinen nunmehr eine Lebensdauer von 30 Jahren gewährleisten, da sie auf elektronischer Ebene weiterentwickelt wurden, aber das mechanische Niveau beibehalten haben.
Ich persönlich habe noch nie ein Bearbeitungszentrum mit zwei Spindeln gesehen, das ein Retrofit erfahren hat, denn das Lebensende der Elektronik entspricht gewöhnlich demjenigen der Mechanik, mit MULTICENTER erwirbt man daher einen weiteren Wert!
Nun frage ich mich allerdings, ob das, was hier in 5 einfachen Punkten dargelegt wurde, von den Leuten, die wählen müssen, ob ein 2-SPINDEL-BEARBEITUNGSZENTRUM oder eine MULTICENTER erworben werden soll, immer berücksichtigt wird.
Seit gut 10 Jahren, von 2005 bis heute, haben wir dieses Produkt schrittweise im Markt eingeführt und eine neue Kategorie in der Welt der Werkzeugmaschinen eröffnet, diejenige des MULTICENTER.
MULTICENTER Nummer 1
STANDARD FLEXIBLE MACHINE
Seit 10 Jahren stehen wir dank MULTICENTER an der Spitze unserer Kategorie und zwingen andere zu einer atemlosen Suche nach Möglichkeiten, um diese Maschine, die in jedem Fall die einzige serienmäßig gebaute ist und bleibt, mehr oder weniger zu imitieren.
Andere Unternehmen in der Branche haben resigniert und unserer stetigen Fokussierung beim fortlaufenden weiteren Perfektionieren dieser Maschinen gegenüber aufgegeben, die dank den zahlreichen hergestellten Exemplaren heutzutage ein Niveau erreicht haben, um das uns sogar die besten japanischen Hersteller beneiden.
Zu diesem Zeitpunkt brauchen Sie kein Projekt zu bewerten, sondern möchten nur das Thema Produktion auf flexible Weise erkunden?
Klicken Sie auf den unten stehenden Link und gehen Sie direkt zu der Seite, auf der Sie das über 220 Seiten umfassende Buch mit dem Titel “FLEXIBLE PRODUCTION” erhalten, in dem ich diesen noch wenig erforschten und genutzten Bereich ausführlich erkläre und wo noch wahre Profite warten!
http://buch-ueber-flexible-produktion.de/
Maurizio Porta
MASTER TRAINER Method FLEXIBLE PRODUCTION